What is iron ore pellet
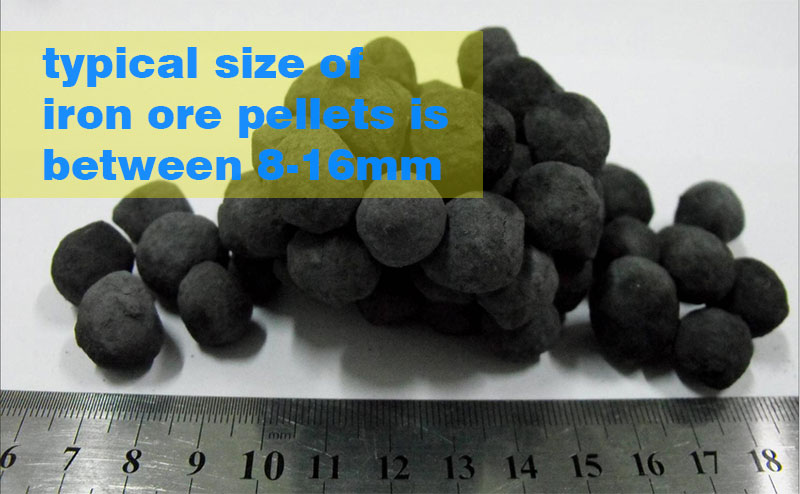
Iron ore pellets are made by adding a small amount of additives to the fine ore powder (-200 mesh, that is, the ore powder with a particle size of less than 0.074mm accounts for more than 80%, and the specific surface area is more than 1500cm2/g), adding water to the pelletizer, relying on capillary force and mechanical force of rotating motion to form green pellets with a size of diameter 8-16mm, and then drying them on the roasting equipment. After drying, Fe2O3 recrystallized under high-temperature oxidizing atmosphere to form a spherical iron-making raw material with high grade, good strength and uniform particle size.
Features of iron ore pellets
- Produced with high-grade iron ore concentrate (flotation hematite concentrate or magnetic separation magnetite concentrate), the grade of acidic oxidation pellets can reach 68%, and the SiO2 content is 1%~2%
- It does not have large pores like sintered ore. All pores exist in the form of micropores, which is conducive to gas-solid phase reduction
- FeO content is low (generally about 1%), the main mineral is Fe2O3, and the reducibility is good. Better reducibility at high temperature (1200°C) due to its low SiO2 content
- Good cold strength, each ball can withstand the pressure of 2800-3600N (300~400kg·f), uniform particle size, good transportation performance
- The natural pile angle is as small as 24-27 degrees, and the cloth in the blast furnace is easy to roll to the center of the furnace
- The sulfur content is very low, because roasting in a strong oxidizing atmosphere can remove 95%-99% of the sulfur in the raw material
- It has the disadvantage of reduction expansion, and abnormal expansion will occur under the catalysis of K20, Na20, etc.
- The reflow performance of acidic oxidized pellets is poor, that is, its softening start temperature is low, the reflow temperature range is narrow, and the ΔPmax in the reflow process is high, but it is still better than natural rich lump ore. The best matching material of high alkalinity sinter in suitable furnace charge structure
How iron ore pellet is made – the pellets manufacturing process
Iron ore pellets are a man-made iron-riched ore. The pellet production method was invented in Sweden in 1912, and then began to be used in the United States in 1946 by shaft furnace. It was originally developed primarily for the efficient use of taconite mines. Taconite ore only contains about 35% iron, and this low-grade iron ore can only be sorted when it is crushed to a particle size of 44 μm and accounts for more than 90%. Such a fine concentrate cannot be processed by the sintering process, so the pellet production method was adopted.

Raw material preparation
Raw material preparation includes crushing, dehydration and conditioning.
There are wet crushing and dry crushing.
Wet crushing is to crush the raw materials in the state of pulp. It is generally used for raw materials that are difficult to crush. The crushing efficiency is relatively high, but dehydration is required.
Dry crushing is the crushing of raw materials with a moisture content of about 1%. Wet crushing is generally used for magnetically separated concentrates, and dry crushing is used for high-grade ore powders. The crushing equipment is a rod mill or a ball mill.
The raw materials after wet crushing need to be dehydrated.
The adjustment of the raw materials for pelletizing is mainly to make the moisture and binder reach the best conditions.
The raw material used in pellet production is mainly iron concentrate powder, which generally accounts for more than 90% of the pelletizing mixture.
Batching
When designing pellet batching, the chemical composition requirements of blast furnace smelting should be considered first, and the pelletizing property should also be considered. The hydrophilicity, surface shape, humidity and particle size of the surface of the iron concentrate powder in the batching have an impact on the spheroidization. In order to improve the pelletizing, adding appropriate additives during batching, such as bentonite or hydrarated lime, can improve the agglomeration of raw materials, and the effect will be more obvious when lime is added.
Mixing
Mixing is carried out in a powder state in the mixing drum. Mixing along with kneading makes the moisture and composition of the pelletizing raw materials are relatively stable, binder evenly distrubuted, and fully infiltrated. It improves the performance of the green pellets.
Pelletizing
The pelletizing equipment includes drum pelletizer and disc pelletizer.
In order to ensure that the green pellets are not damaged during transportation. They must have sufficient drop strength and compressive strength. In addition, in order not to be damaged during screening after pelletizing and not to expand and crack during roasting, and have a suitable particle size when used in blast furnace, the pelletizing process must be controlled.
Roasting
Roasting is a key process that affects the quality of pellets, and it can also be said to be the most important process in the pellet production process.
The operation of this process not only affects the quality, but also affects the consumption of energy (fuel) and resources (ore) per unit product. From the perspective of cost, it is also very important. During the whole roasting process, the raw pellets undergo a series of physical and chemical reactions. Roasting temperature is usually 800-1100 degrees.
There are three main roasting methods for pellets: shaft furnace, belt roaster and grate-rotary kiln. In addition, there’s also the ring type roaster. These roasting methods have their own characteristics and can be selected according to the type of ore, product quality and production scale.
Binder used in pelletizing
Binders commonly used in pellets include hydrated lime, sodium silicate, bentonite, cement, molasses, starch, etc.
In practical production, a variety of binders are often used in combination, such as adding an appropriate amount of hydrated lime powder while adding molasses and pulp. A variety of binders work together to greatly improve the performance of the pellets. The composite binder composed of organic binder and inorganic binder is the direction of improving the quality of pellets and briquettes in the future. The advantage of using a composite binder is that the performance of the pellets can be adapted to the requirements of smelting in a wide temperature range. Many binders contain alkali metal components such as K2O and Na2O. The low-melting compound formed by alkali metal and alkaline earth not only plays a cementing role, but also catalyzes carbothermal reduction. But the gasification of alkali metal at high temperature will erode the furnace lining and kiln lining refractory materials.

Types of iron ore pellets
Along with proper roasting, slag volume and composition, as well as cohesion, are the main factors determining pellet quality. The three main types of pellets are:
- Acid pellets (CaO/Si0, <0.5).
- Alkaline or basic pellets, using limestone or dolomite as additives (CaO/SiO2=0.9-1.3).
- Olivine doped pellets or magnesium oxide pellets, using olivine as a flux additive.
| Type | Reductibility | Compression | Swelling |
| Acid pellets | – | ++ | +/- |
| Alkaline pellets | + | + | + |
| Olivine doped pellets | + | + | + |
Acid pellets have high strength, but general metallurgical properties. Pellets have excellent compressive strength (more than 2500N/pellet), but relatively poor reducibility. Compared with flux-based net ore or sintered ore, acid pellets have low softening and melting temperatures. In addition, acid pellets are very sensitive to CaO content in terms of swelling. When CaO/Si02>0.25, some pellets have a strong tendency to expand, which may endanger normal blast furnace operation.
Alkaline and flux pellets have good metallurgical properties for blast furnace operation. Due to the addition of limestone or dolomite to the mix, the energy requirement for roasting/curing increases because of the decarburization reactions. For this reason, when producing alkaline ore pellets, the capacity of the pellet plant sometimes is 10-15% lower than the production of acid pellets. However, the reducibility, softening temperature and melting temperature of flux pellets are higher than those of acid pellets.
Olivine doped pellets replace CaO with MgO in the pellets by adding olivine or serpentine to the mix. The cold compressive strength test results of olivine pellets are slightly lower.
| Type | Fe% | SiO2% | CaO% | MgO% | Compression (N/pellet) |
| Acid pellets | 66-67 | 2-5 | <0.5 | 0.1-0.6 | >2700 |
| Alkaline pellets | 63-66 | 1.5-4 | 0.8-1.1 | 0.1-1.5 | >2400 |
| Olivine doped pellets | 64-67 | 2-4 | <0.5 | 1.3-1.8 | >2300 |

Iron ore pellets quality and grades
The quality requirements of pellets mainly include pellet size, mechanical strength, reducibility, softening and melting point, chemical composition and its stability, and strength and thermal expansion properties under high temperature reduction conditions.
Cold strength
Cold strength is an important index before the pellets are put into the furnace, which mainly reflects the impact resistance, friction resistance and compression resistance of the pellets.
Reducibility
The main indicator for evaluating the reducibility of pellets is the degree of reduction, which is the percentage of the ratio of the amount of oxygen lost during the reduction to the total oxygen contained in the iron oxide sample before the test.
The indicators related to the reduction performance of pellets include: low-temperature reduction pulverization index (500-600 °C), reduction expansion index.
High temperature softening and melting properties
The pellets and other charge materials are dropped to the lower part of the blast furnace, reduced by the gas, and the temperature gradually rises until it melts. In order to avoid the expansion of the viscous melting zone, the deterioration of the gas distribution and the reduction of the gas permeability of the material column, the use of pellets and other furnace materials with a particularly wide softening range and low melting point should be avoided as much as possible.
According to the Chinese national standard( GB/T 27692 – 2011 ), the iron ore pellet grade will be as below.
Chemical properties for iron ore pellet
| TFe | SiO2 | S | P | RSI | RI | RDI+3.15 | |
| Grade1 | ≥65 | ≤3.5 | ≤0.02 | ≤0.03 | ≤15 | ≥75 | ≥75 |
| Grade2 | ≥62 | ≤5.5 | ≤0.06 | ≤0.06 | ≤20 | ≥70 | ≥70 |
| Grade3 | ≥60 | ≤7.0 | ≤0.1 | ≤0.1 | ≤22 | ≥65 | ≥65 |
Physical properties for iron ore pellet
| Compressive strength (N/pellet) | Tumbling index (+6.3mm) | Abrasion resistance index (-0.5mm) | 8-16mm | -5mm | |
| Grade1 | ≥2500 | ≥92 | ≤5 | ≥95 | ≤3 |
| Grade2 | ≥2300 | ≥90 | ≤6 | ≥90 | ≤4 |
| Grade3 | ≥2000 | ≥86 | ≤8 | ≥85 | ≤5 |
Pellet quality is the first limiting factor in the large use of pellet smelting in blast furnaces. The thermal parameters of alkaline pellet and acid pellet production are quite different, and the control of alkaline pellet production is more difficult and the controllable interval is narrower. Industrial tests have found that after the reduction expansion rate of pellets increases to more than 25%, in the case of 50% of pellets, the blast furnace fluctuates greatly, indicating that the higher the proportion of pellets, the lower the reduction expansion index accepted by the blast furnace, and strict control of the reduction expansion rate is the key when smelting in large proportions of pellets.